Dělení materiálu
Tyčové materiály dělíme nejčastěji do průměru 250 mm, větší přířezy už objednáváme zakrácené na míru. K dispozici máme 3 pily konvenční a 1 pilu CNC. Problematické materiály – kalené pístnice, HSS oceli apod. dělíme na drátořezech.



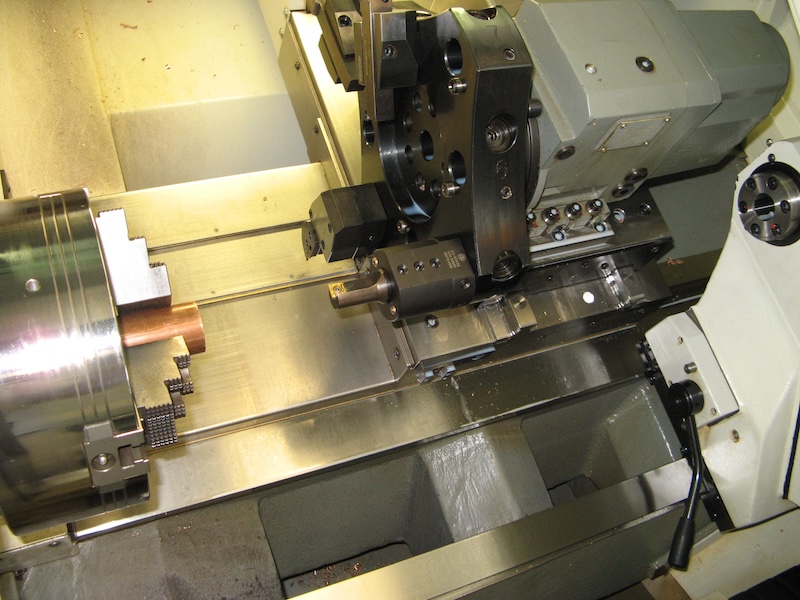
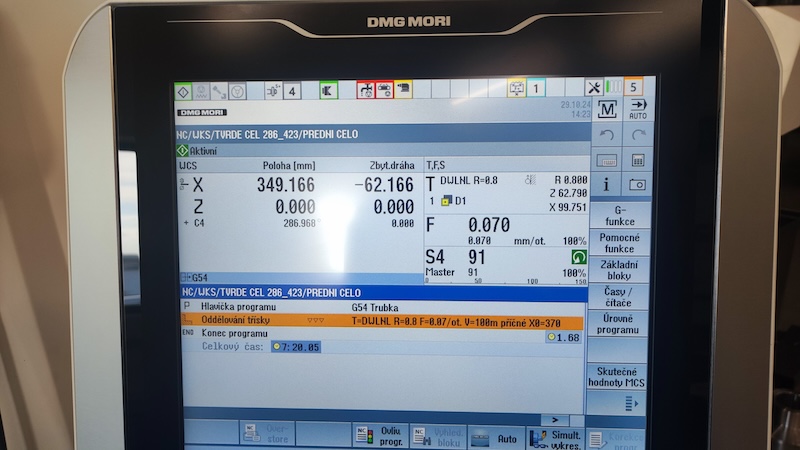
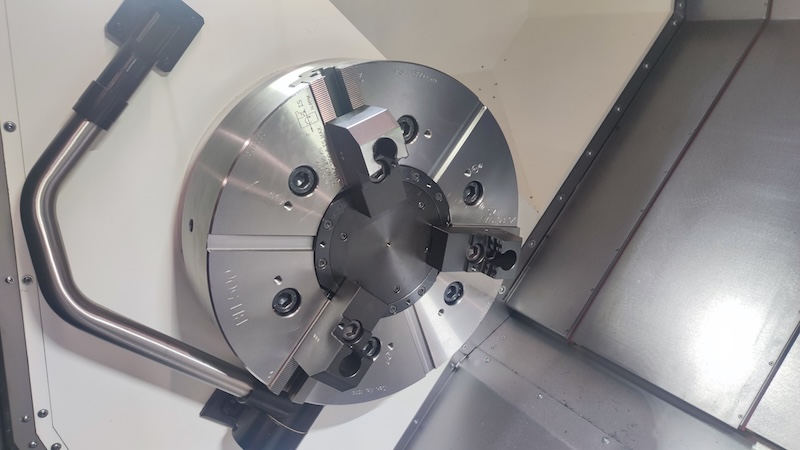
Soustružení
Pro přípravu polotovarů ozubených kol disponujeme 2 soustruhy konvenčními s digitálním odměřováním s ručními sklíčidly a 3 soustruhy CNC se sklíčidly hydraulickými. Všechny CNC stroje používají vysokotlaká čerpadla pro vnitřní chlazení. Jsme soběstační v konvenčním i CNC soustružení do průměru 500 mm, což odpovídá maximálnímu průměru kola s broušeným ozubením, jaké jsme schopni vyrobit.






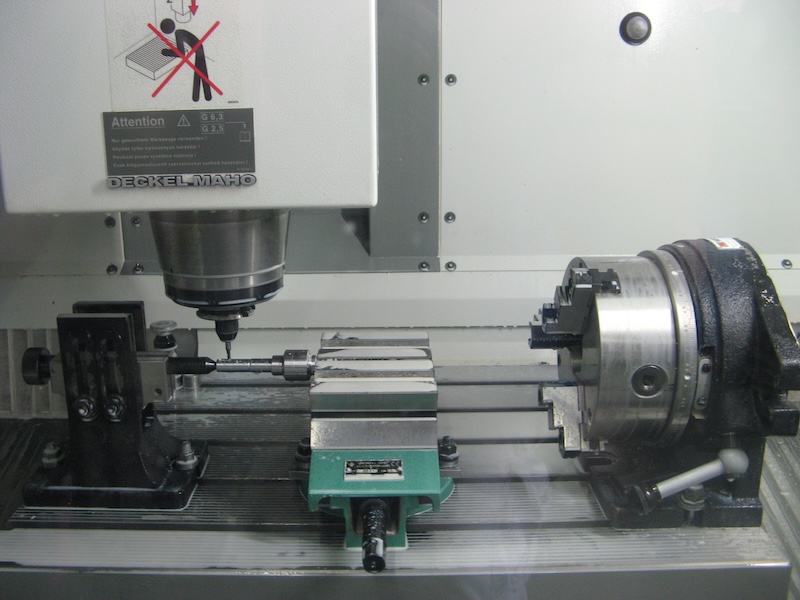
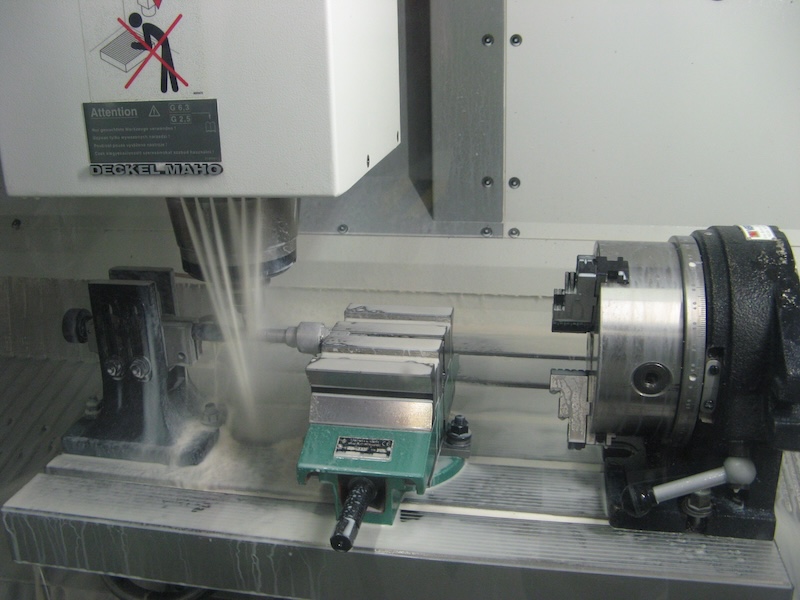
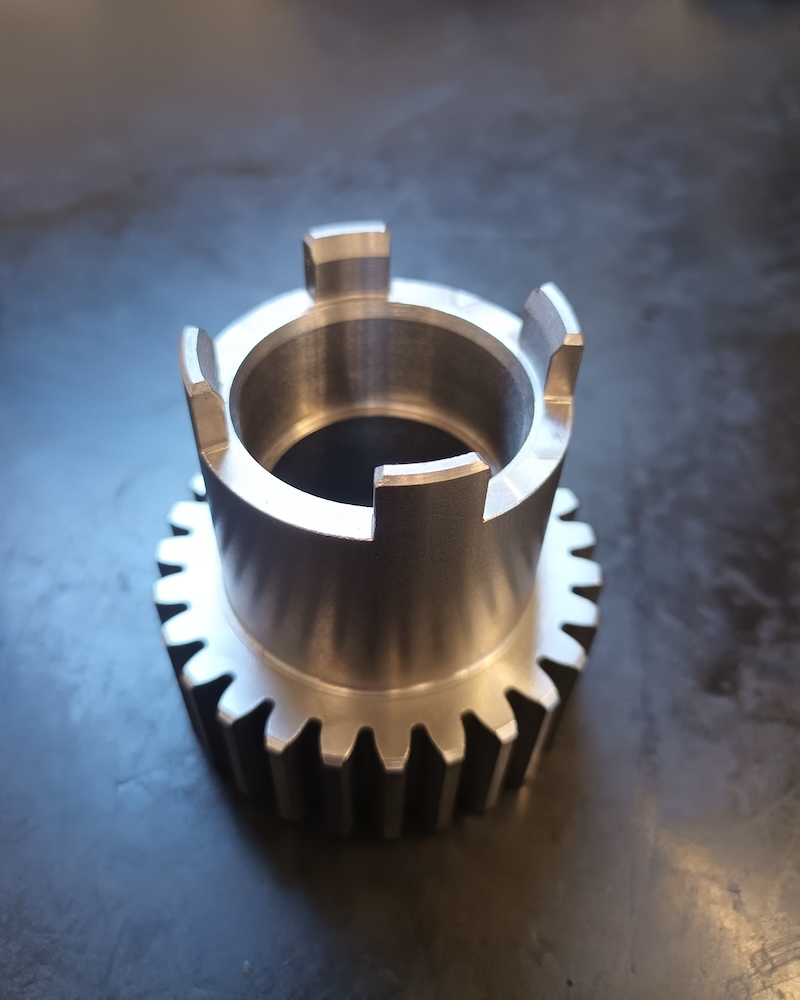
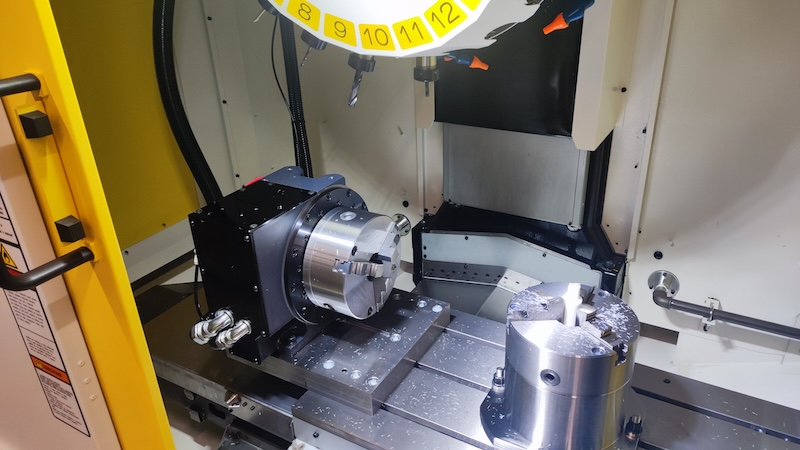
Frézování
Pro vrtání, závitování, zhotovení drážek pro pera, čelních unašečů atd. používáme 1 frézu konvenční a 2 CNC stroje – jeden 3-osý a druhý 4-osý, s rotačním stolem s vestavěným servomotorem. Oba CNC stroje používají nástrojové i obrobkové sondy, jeden navíc disponuje vysokotlakým čerpadlem pro vnitřní chlazení.



Obrážení
Pro vnitřní drážky pro pera používáme 2 štosky konvenční a 1 CNC stroj se servomotorem ve stole pro možnost přesného dělení. Průměr stolu největšího stroje je 800 mm a nabízí zdvih až 400 mm. Na štoskách rovněž vyrábíme drážkování rovnoboké a ve spolupráci s drátořezy i náhrady evolventních drážkování metrických i palcových.



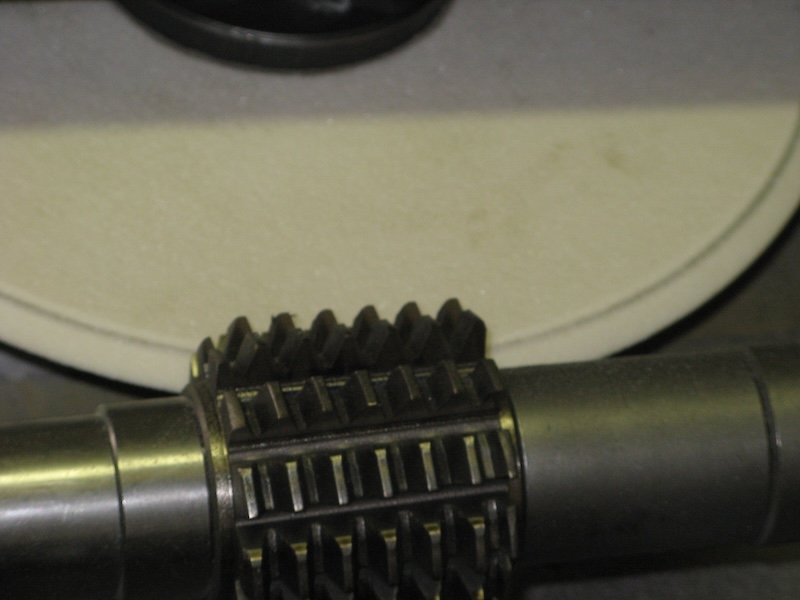
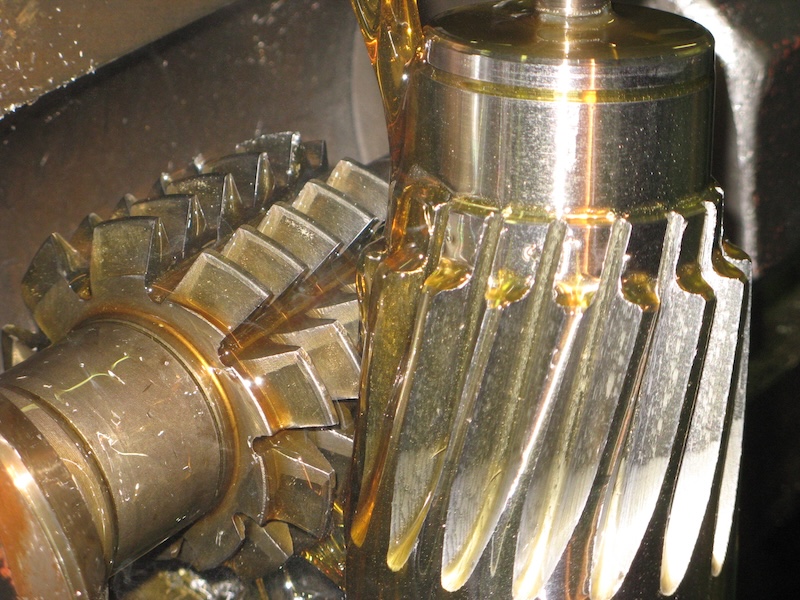
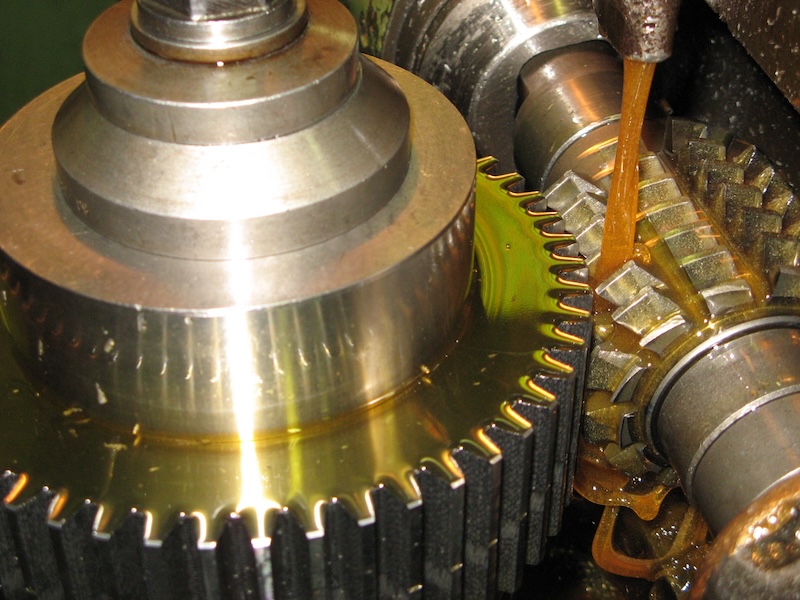
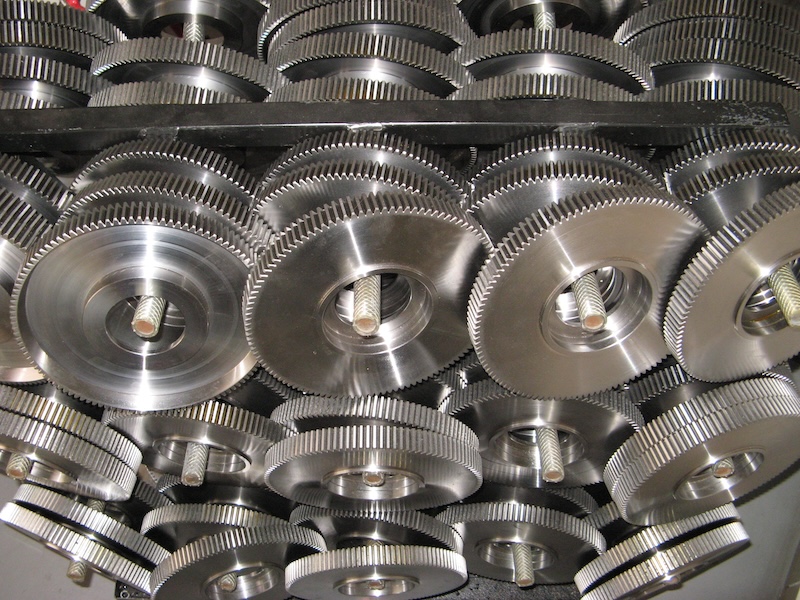
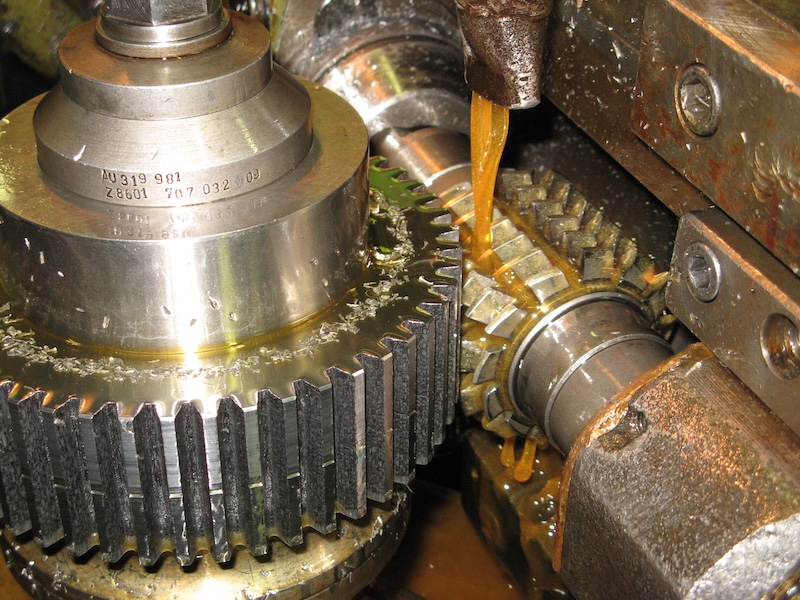
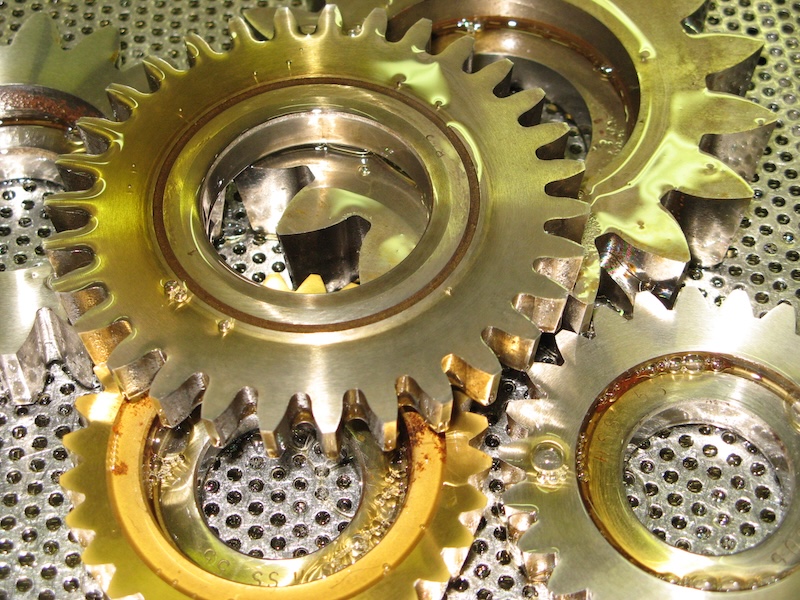
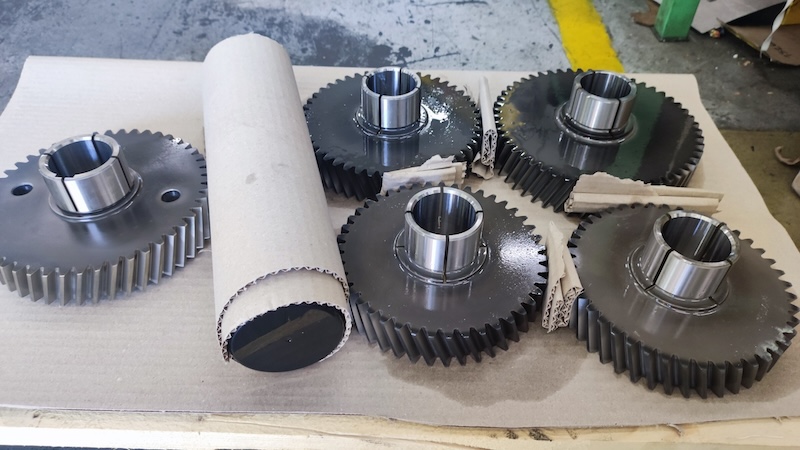
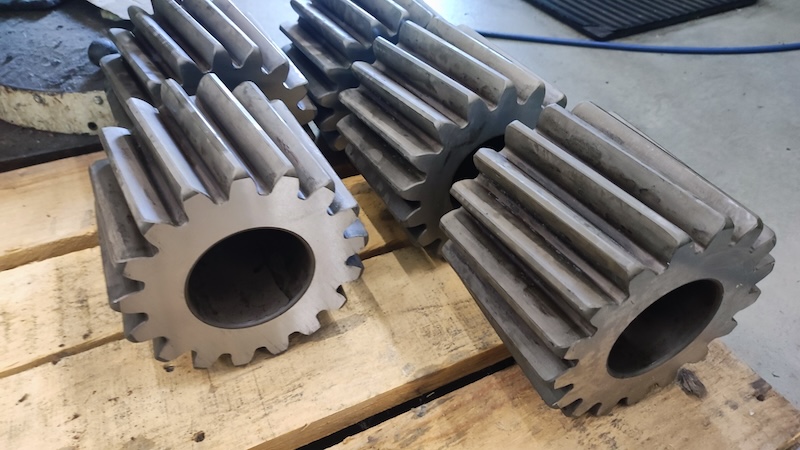
Frézování ozubení
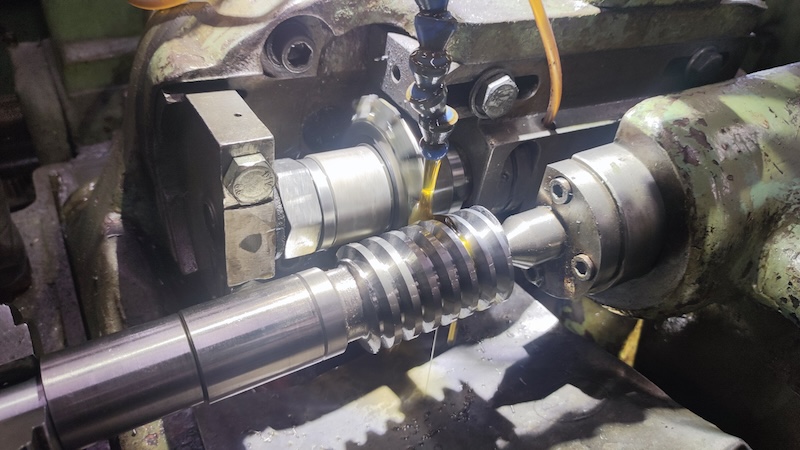
V Bondy s.r.o. souvisí s výrobou ozubení více než 40 strojů a přístojů jednoúčelových, ozubení dále vyrábí i 5 strojů univerzálních. Největší skupinu tvoří právě odvalovací frézky. Ozubení je možné frézovat hotově nebo s přídavkem na brus. Předbrusové ozubení provádíme frézami s podpíchnutím paty frézami dle ČSN, nebo bez podpíchnutí frézami dle DIN. Na vybrané moduly máme odvalovky se srážením hlav, CNC stroje umí zhotovit i vybrané modifikace (soudky). Na odvalovacích frézkách vzniká kromě čelního ozubení přímého a šikmého i celá řada dalších výrobků – řetězová kola, evolventní a rovnoboké drážkování, kola šneková a šroubová atd. Mnoho odvalovek disponuje speciálním příslušenstvím, jako jsou tangenciální hlavy nebo předsunutá uložení frézovacího vřetene. V neposlední řadě frézujeme šnekovice šneků na horizontálních frézkách. Ozubárna je ze všech provozů Bondy, s.r.o. nejlépe kapacitně připravena na externí kooperace – zhruba 50% naší produkce tvoří zhotovení ozubení na polotovarech dodaných zákazníky.




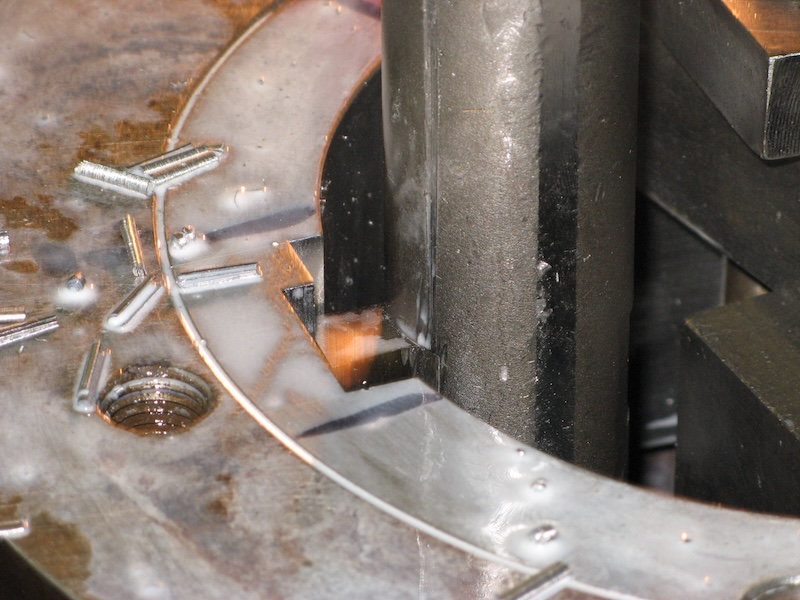
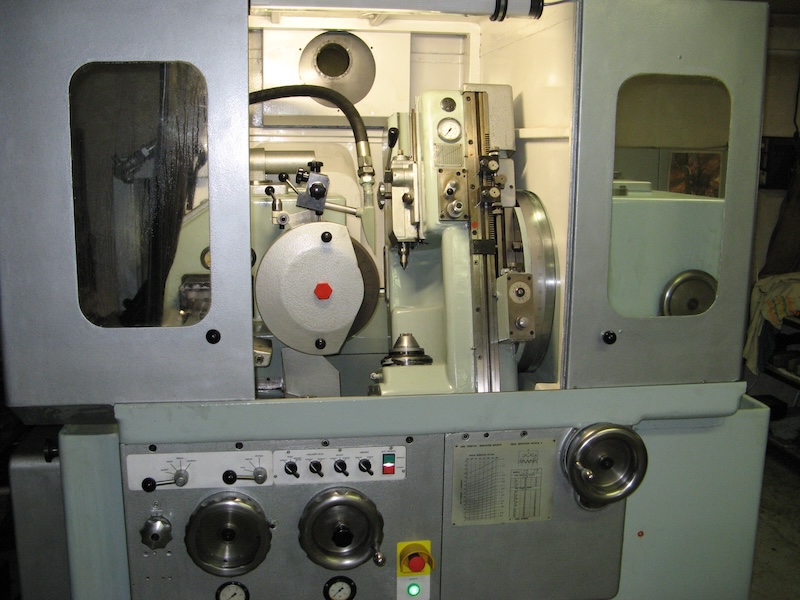
Obrážení ozubení
Ačkoliv metoda Maag (obrážení hřebenem) je na ústupu, metoda Fellows (kolečko nebo stopka) má stále své pevné místo mezi používanými postupy. Některé dílce-kola či rovnou stromky-neumožňují odvalovací fréze vyjet ze záběru, v této chvíli tedy nastupuje obrážení. Pro malá vnitřní ozubení či drážkování bývá jedinou alternativou k obražení stopkou protahovací trn, což v kusové výrobě nedává ekonomický smysl. Odvalovací obrážení zůstává nadále jen obtížně nahraditelnou metodou. Kromě čelních vnějších a vnitřních ozubení a drážkování umožňuje například i zhotovení ozubení řetězových kol jako alternativa k odvalovacímu frézování.





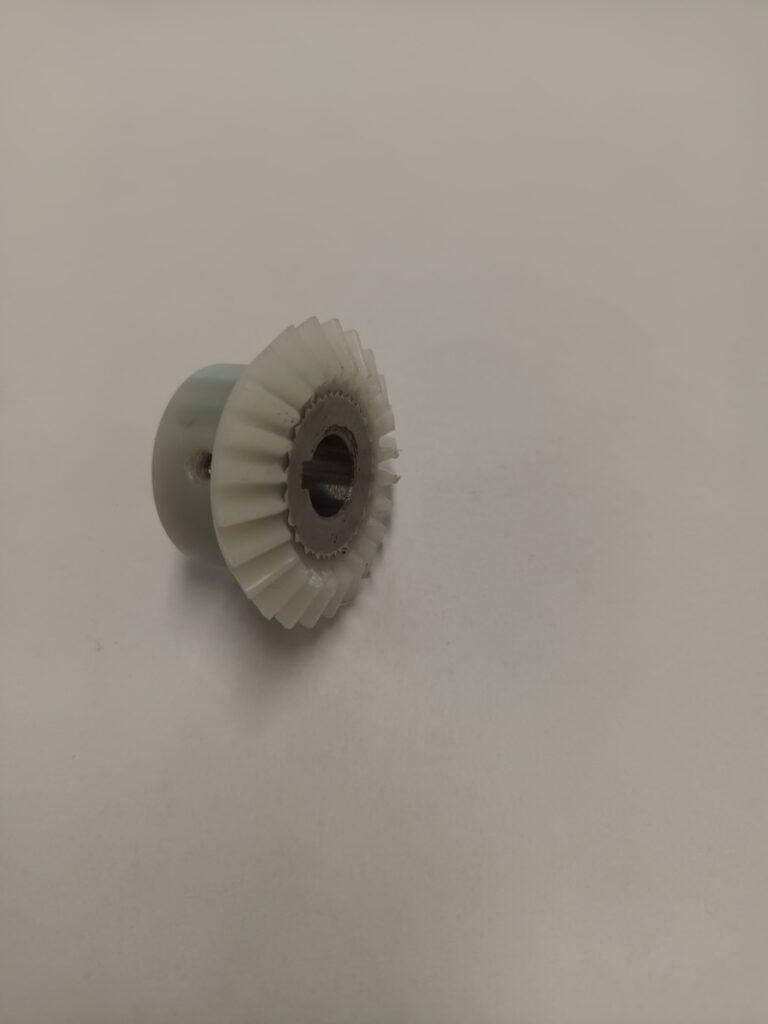
Kuželová ozubení přímá
Kuželová ozubení přímá jsou nejčastěji vyráběnou variantou kuželových ozubení. Nejmenší pastorek jsme vyrobili s modulem 0,5 a průměrem 10 mm, největší stroj zvládne modul 18 a průměr 750 mm. Kromě běžné výroby nahrazujeme občas kuželovým ozubením přímým nevyrobitelné kuželové ozubení zakřivené. Díky letitým zkušenostem nabízíme i různé speciality, které tyto stroje primárně neumožňují, například kuželové převody s jiným úhlem os než 90°, nebo pastorky s velmi malými hodnotami úhlu patního kužele.







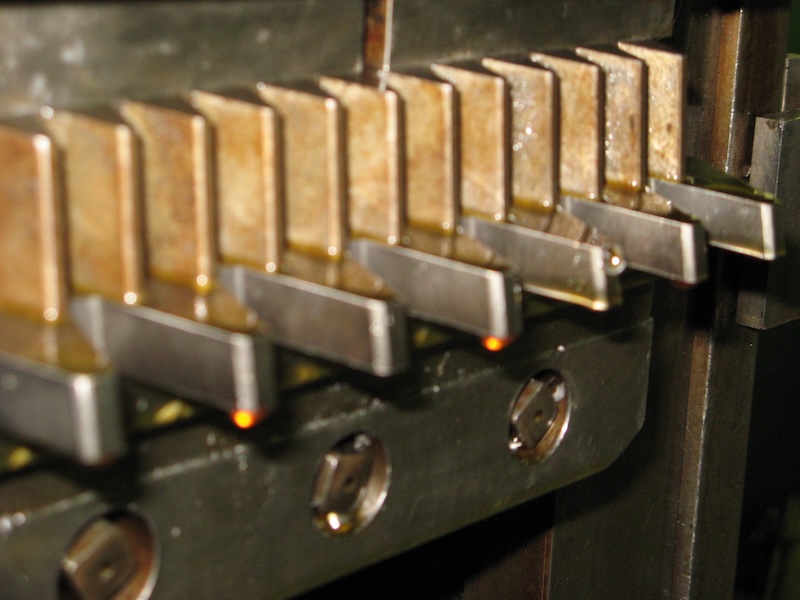
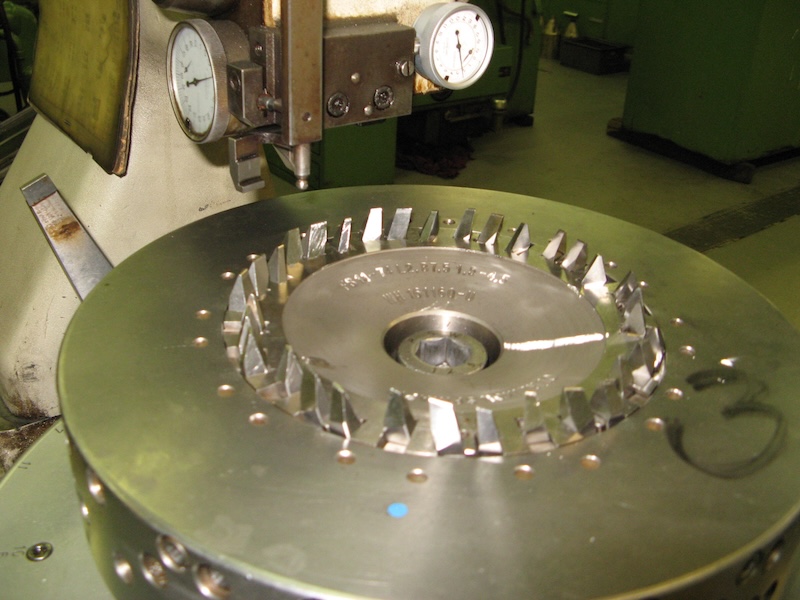
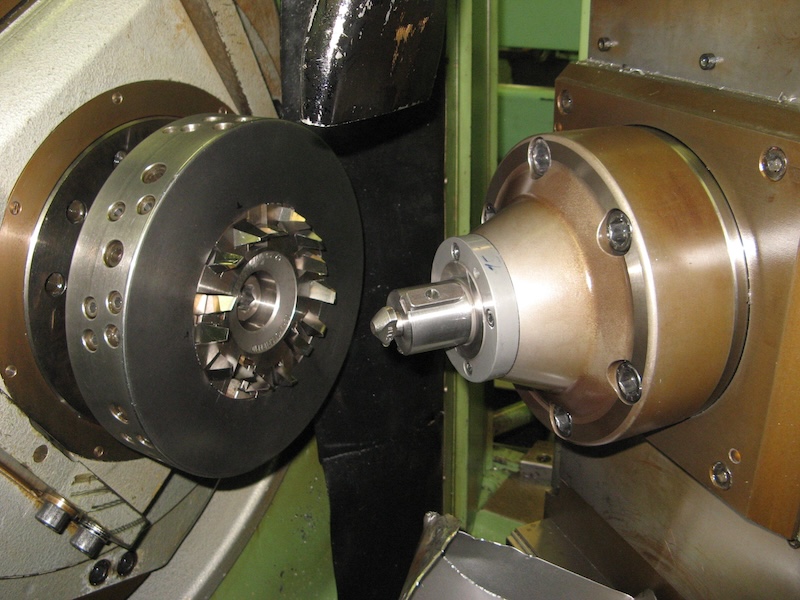
Kuželová ozubení zakřivená
Z kuželových ozubení zakřivených frézujeme ozubení Klingelnberk odvalovacími kuželovými frézami a cyklopaloidní ozubení Oerlikon nožovými hlavami. Kontrolu obou typů jsme sjednotili na motorový protáčecí stroj Oerlikon, protože díky vestavěné brzdě dává lepší představu o reálném chování převodu za provozu. U technologie Oerlikon z důvodů vysoké ceny přípravy nové výroby nabízíme zákazníkům již zpracované převody se zaplacenou přípravou, které lze po kosmetických konstrukčních změnách dosadit do jejich aplikací.










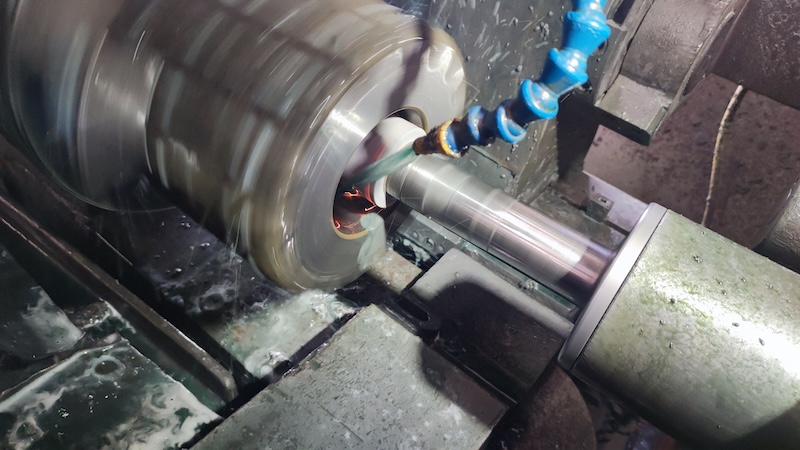
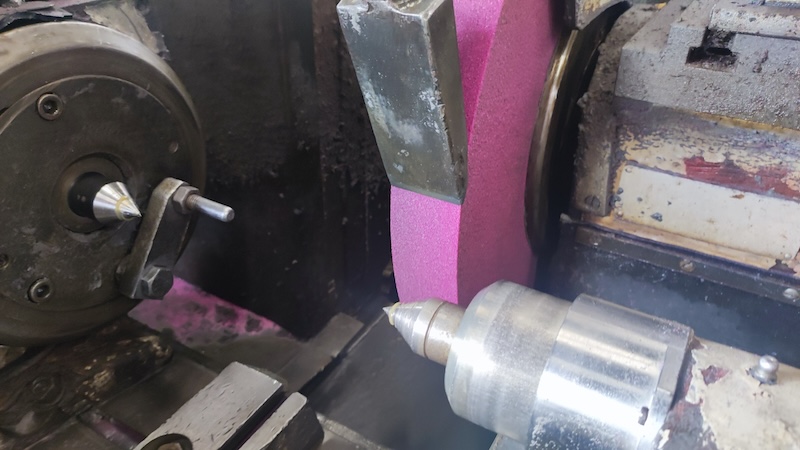
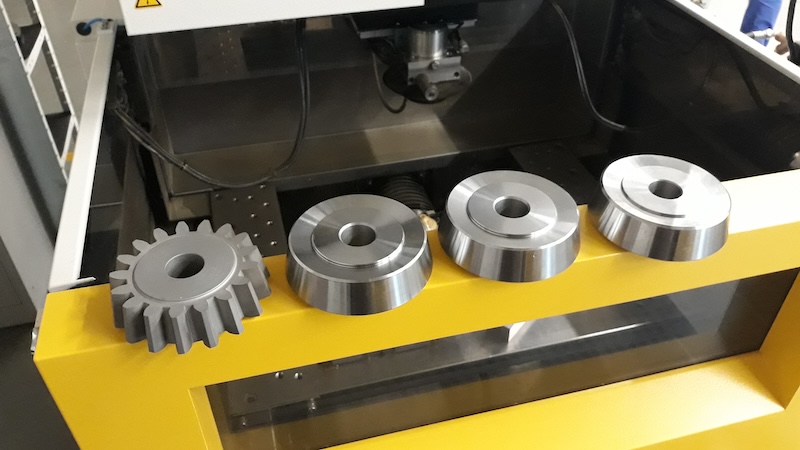
Brusírna
Bez kvalitních základen nelze vyrábět přesné ozubení. Firma Bondy, s.r.o. disponuje kompletně vybavenou brusírnou. Otvorové brusky umožňují současné broušení otvoru a čela ozubených kol – ať čelem kotouče, nebo sklopným ramenem. Bruska na plocho se poté postará o běžnost obou čel. Brus na kulato provádíme na bruskách hrotových s možností dobroušení čel boky kotoučů. Provádíme výbrusy kuželů vnějších i vnitřních, broušení vnějších TR závitů, repase vík zubových čerpadel a podobně. Hůře upnutelné dílce brousíme na brusce nástrojařské.

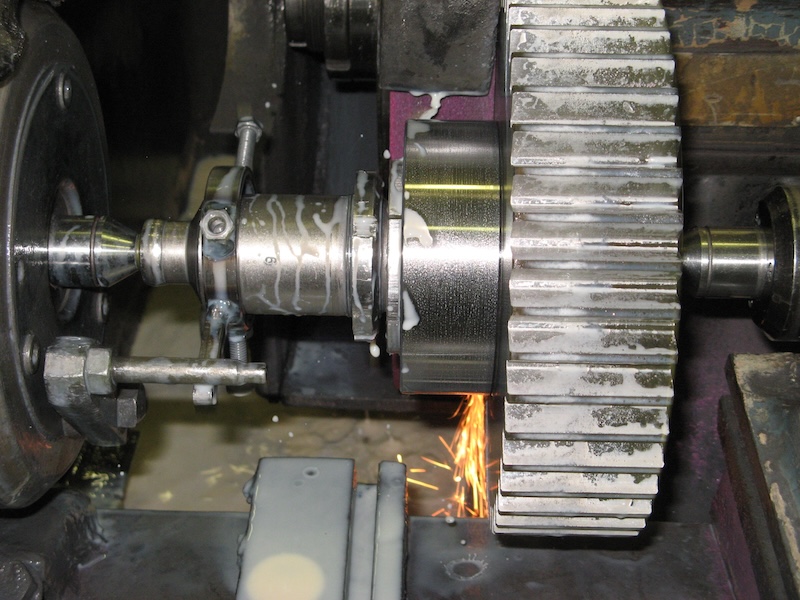
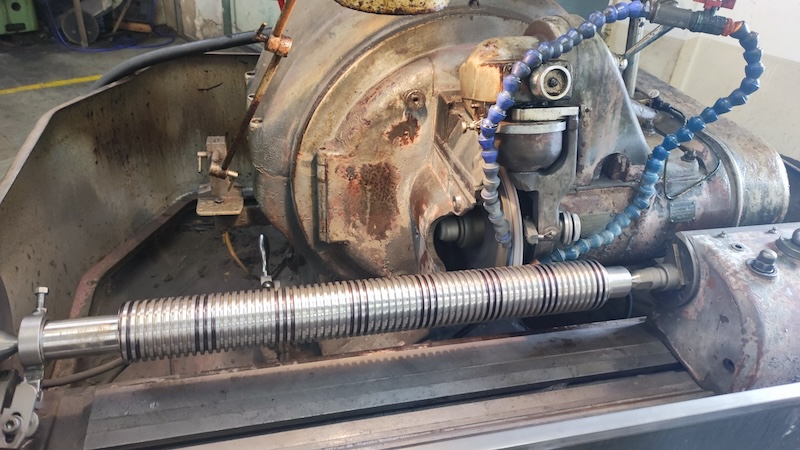






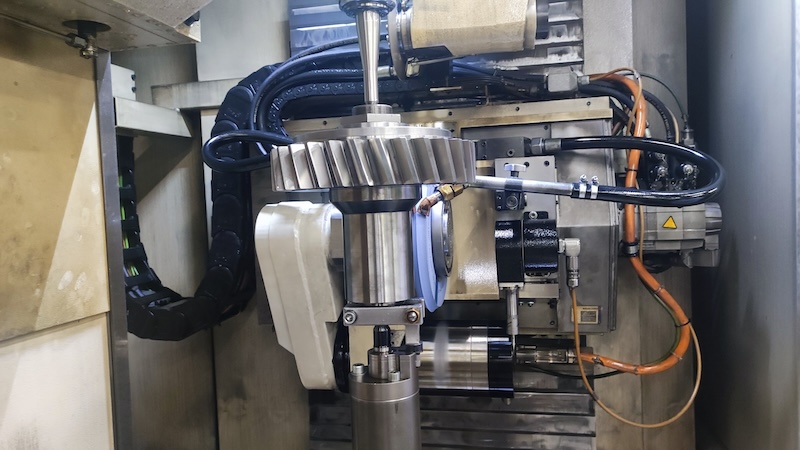
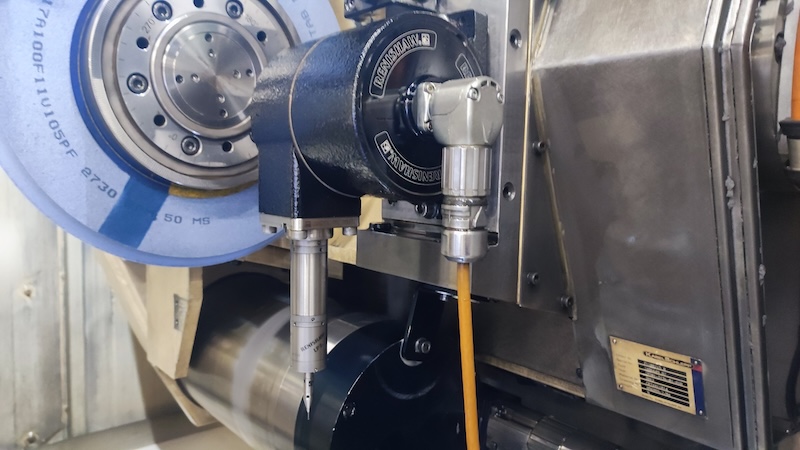
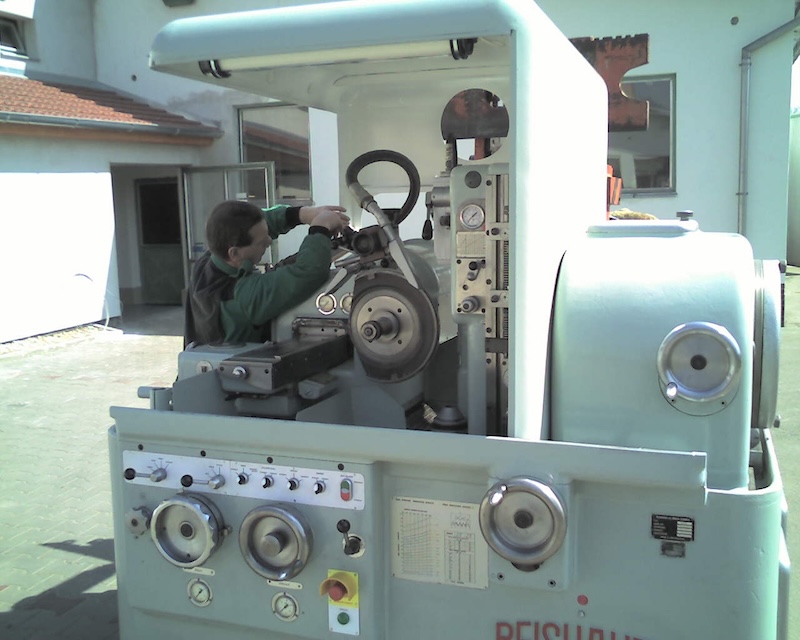
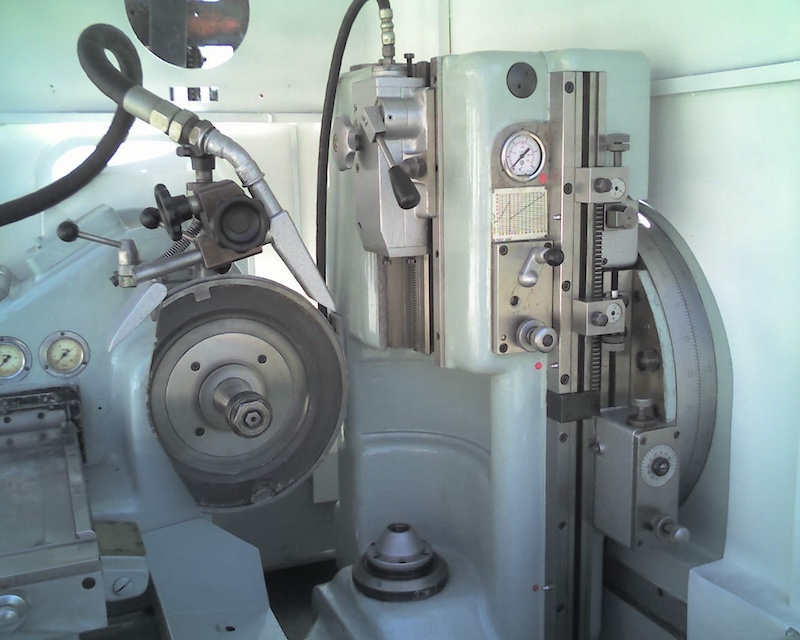
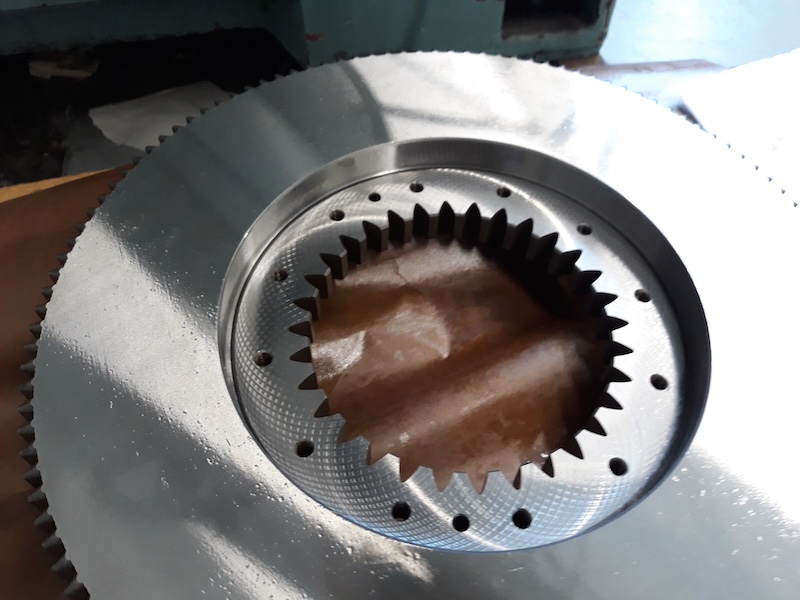
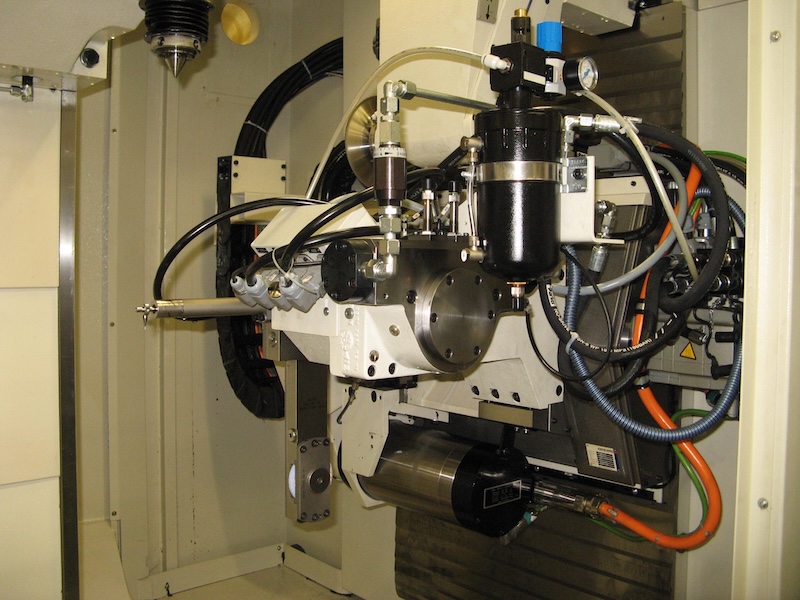
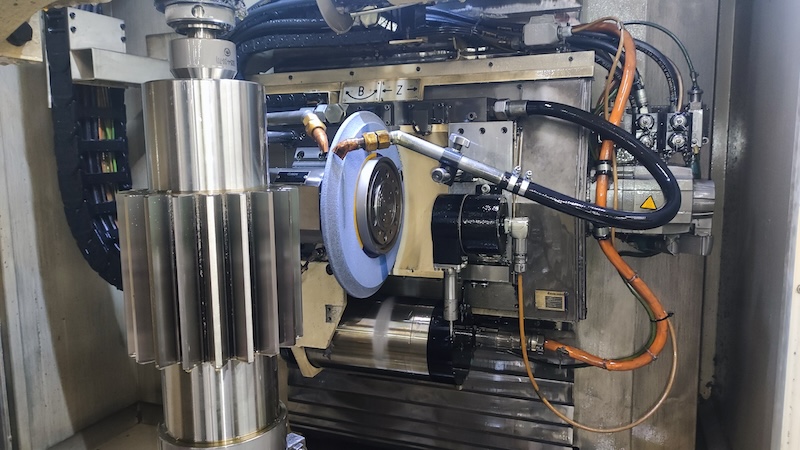
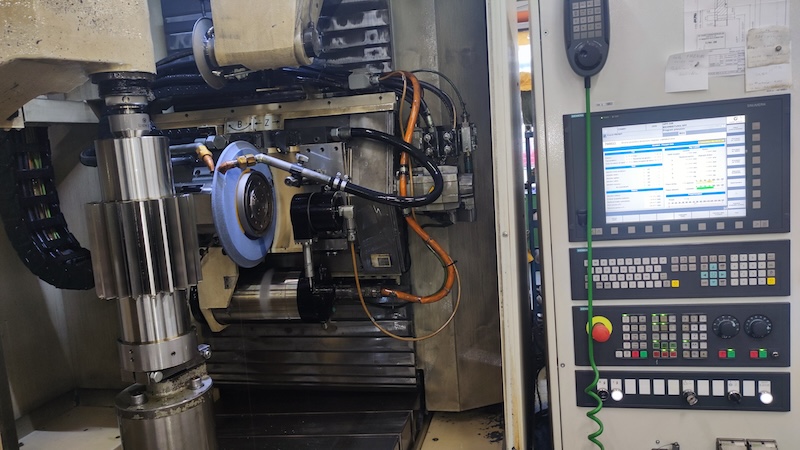
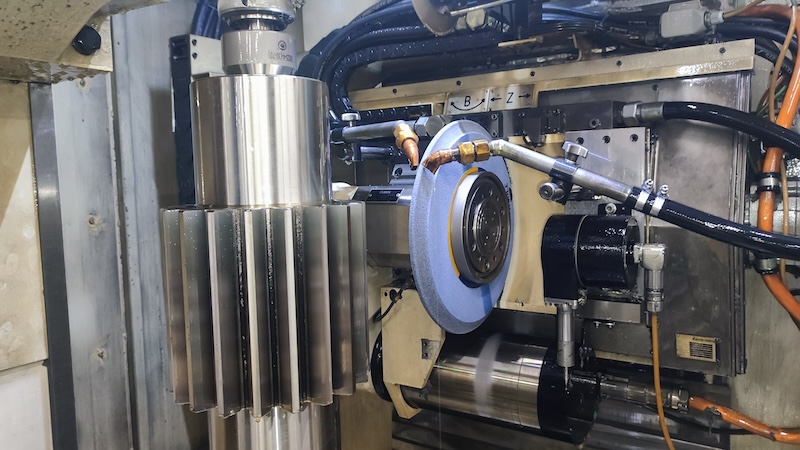
Broušení ozubení
Broušení ozubení má ve firmě Bondy, s.r.o. dlouholetou tradici. Ještě v době naprostého nedostatku a nedostupnosti brousících strojů jsme začali s GO Čelákovických brusek OBP, některé byly prodány zákazníkům v tuzemsku i do zahraničí, jiné sloužily nebo dodnes slouží pro naši potřebu. Rovněž jsme provozovali několik konvenčních brusek profilových. Zkušenosti získané léty práce na konvenčních strojích jsme přenesli i na nejnovější CNC stroje. Dnes provozujeme odvalovací brusky OBP 32 a Reishauer AZA , na nejpřesnější aplikace máme brusku profilovou Kapp-Niles. Díky integrované měřící sondě umíme přímo na stroji zjistit, zda odepínáme vyhovující kus. Sonda navíc umožnuje velmi přesné zastředění na více zubech (nebo na všech), a umožňuje nám eliminovat výrobní nepřesnosti, deformace po kalení a podobně. Často také zachraňujeme kusy, se kterými si jiné firmy nevědí rady. Umíme poskytnout reference od výrobců obráběcích strojů, kteří trvají na tom, aby kola určené do jejich převodovek byla broušena a protokolována výhradně u nás. Brousíme čelní ozubení vnější i vnitřní, rovnoboké i evolventní drážkování, atypická ozubení, velmi přesná ozubení, šnekovice šneků a mnoho dalších prvků.







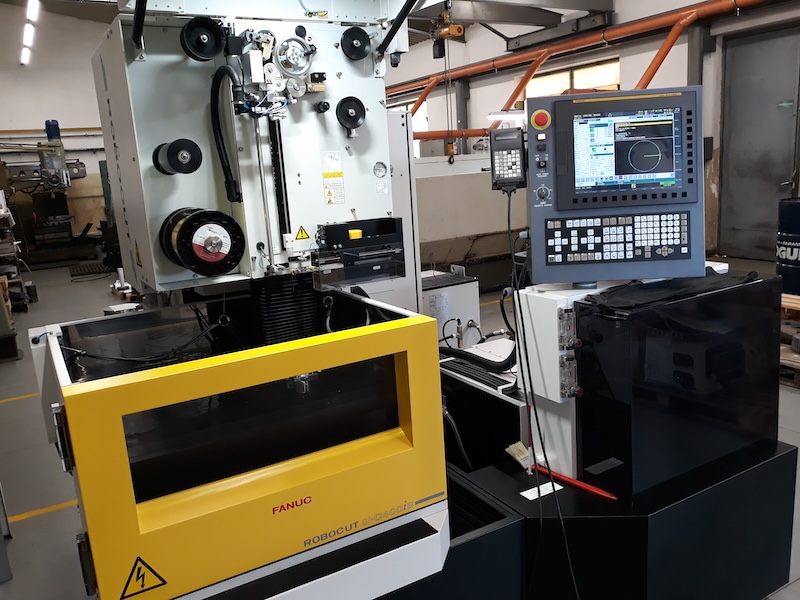
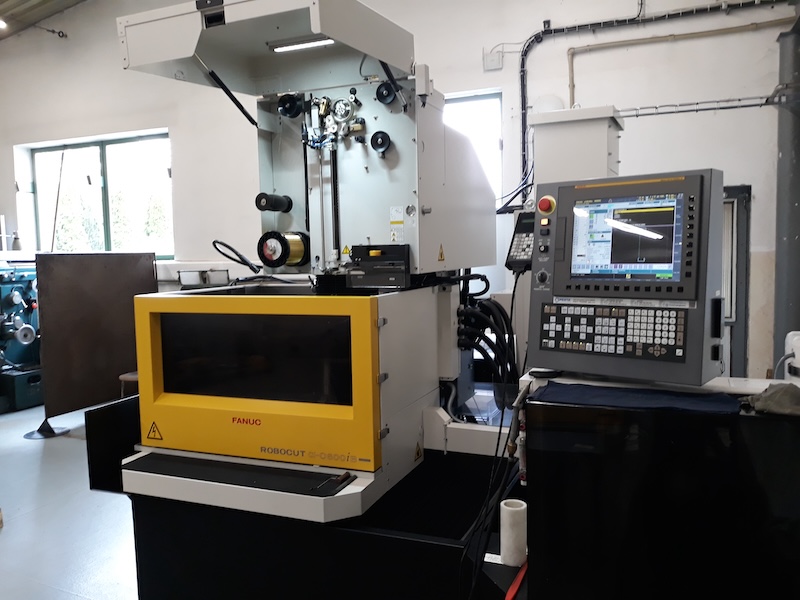
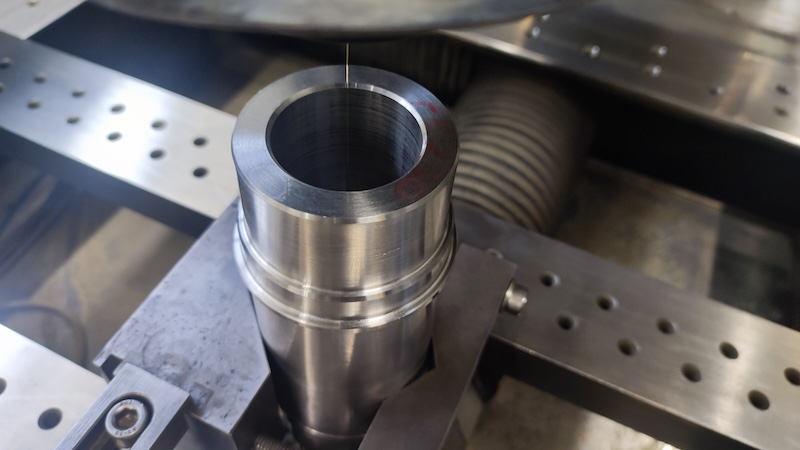
Elektroeroze
Elektroerozivní řezání je technologií, která byla pořízena poměrně nedávno. Četnost potřeby kooperací této technologie nás vedla ke zřízení vlastního pracoviště. Provozujeme 2 drátořezy Fanuc s výškou řezu až 400 mm a s externím programováním. Drátořezy vypomohou s dokončováním úzkých a dlouhých otvorů, drážek pro pera nebo naopak otvorů příliš velkých pro běžné brusky. Umožní vytvářet segmenty, hřebeny a další nerotační převodové prvky. Ve spojení se speciálními softwary a zkušenostmi z ozubařiny vyrábějí ozubení a drážkování vnější i vnitřní, dále atypická řetězová ozubení, HTD řemenice a mnohem více.



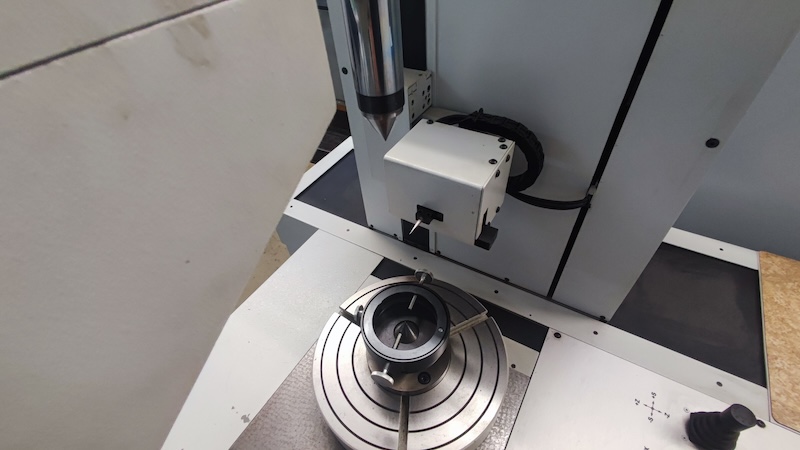
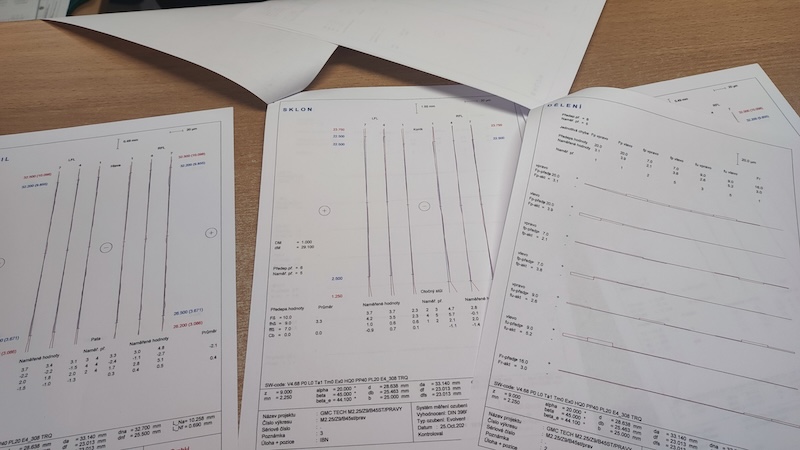
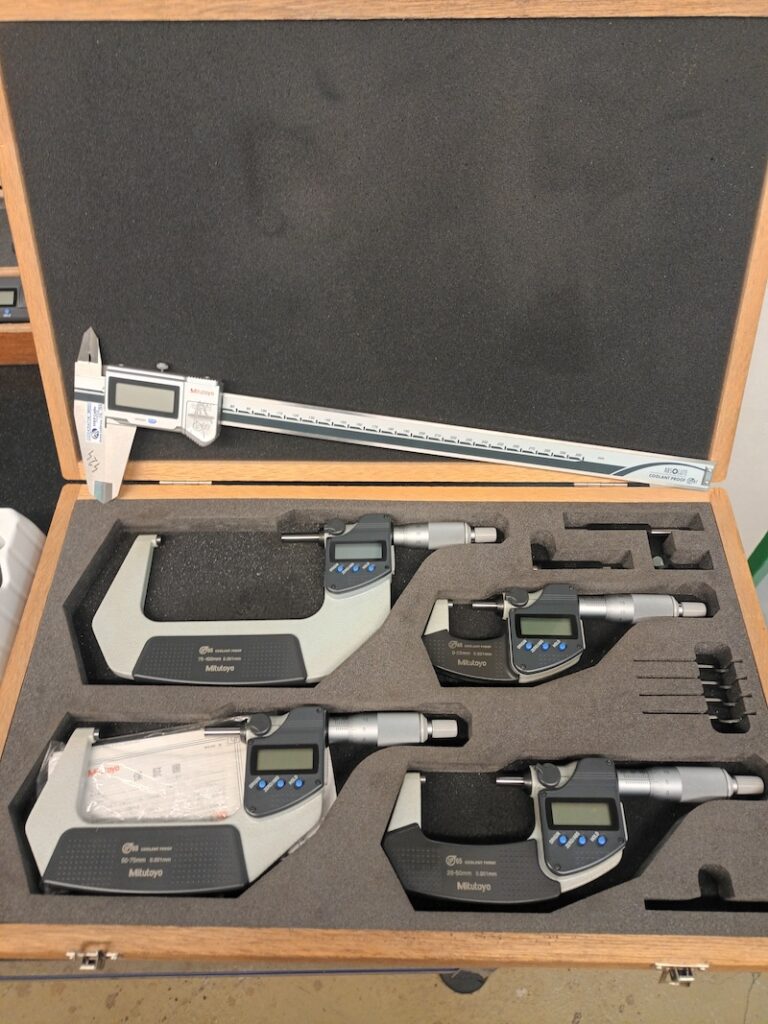
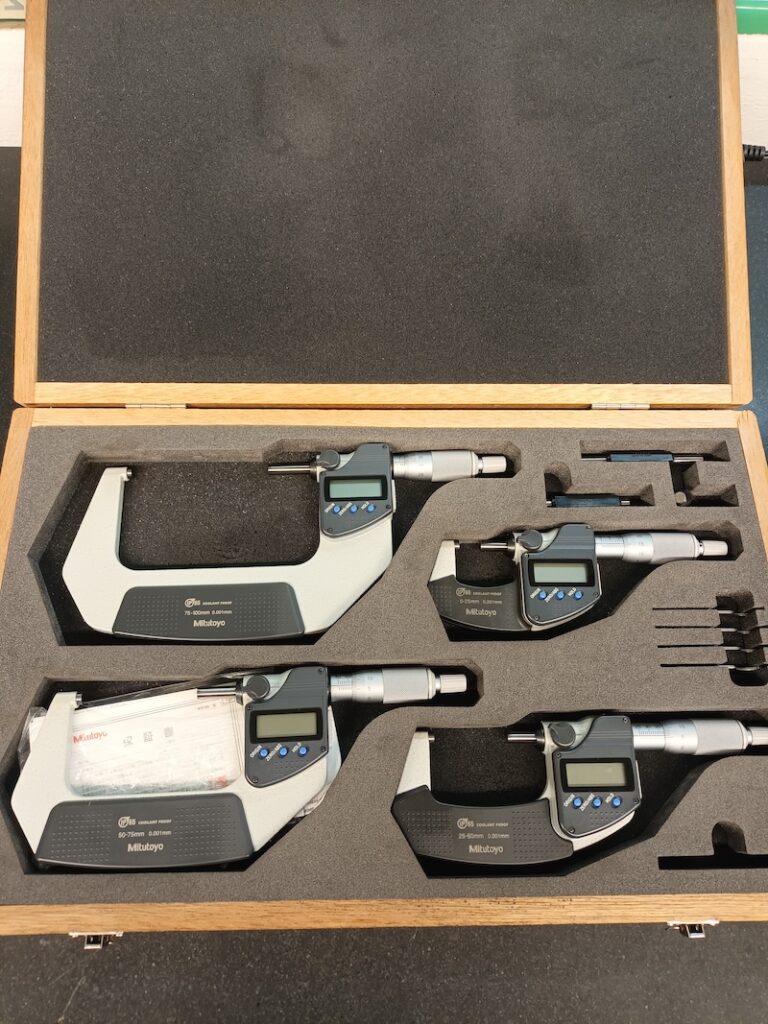
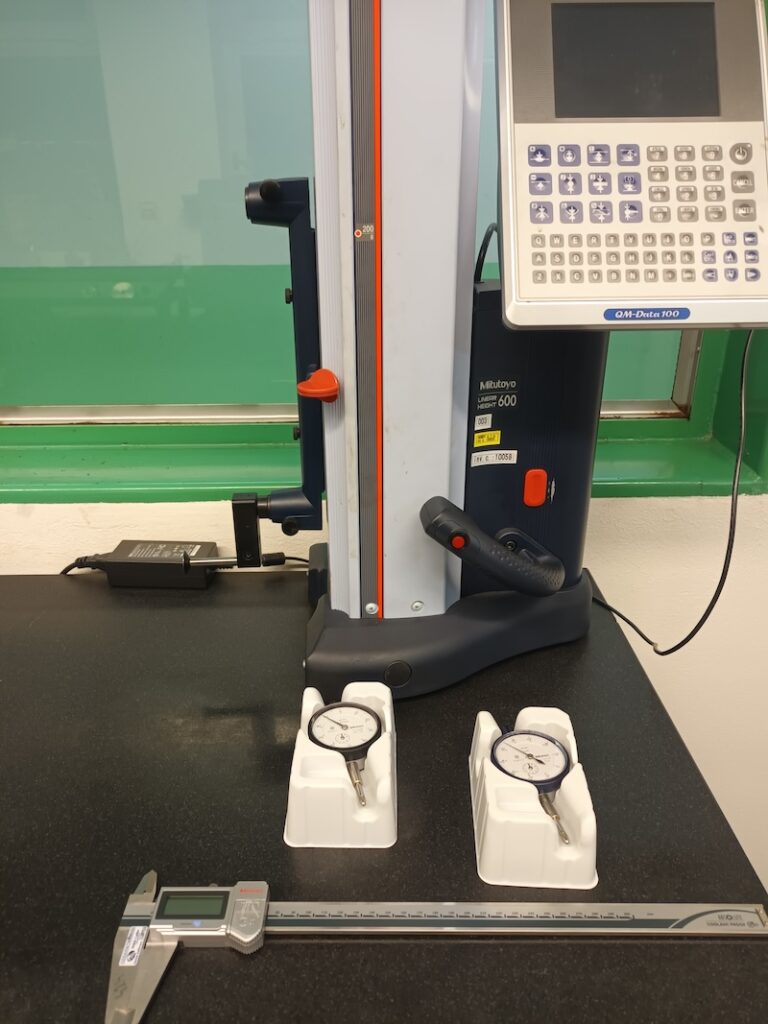
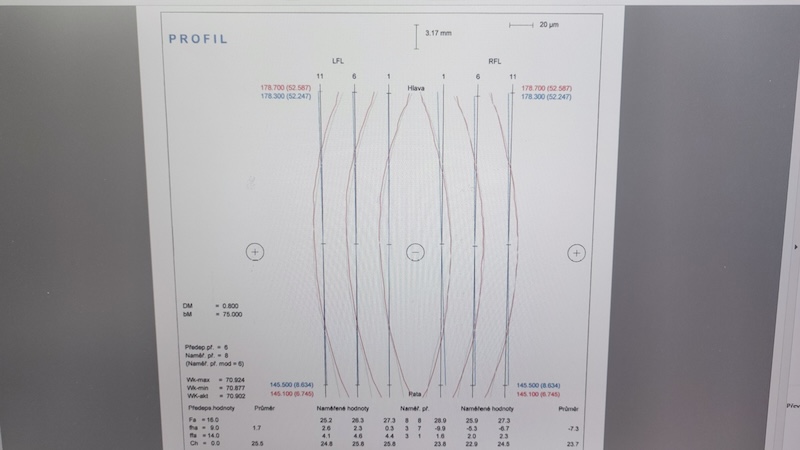
Kontrola
OTK Bondy,s.r.o. je zaměřena zejména na měření ozubení. CNC měření probíhá pomocí integrované sondy Renishaw již přímo na profilové brusce, nelze tedy odepnout zmetek bez vědomí obsluhy. O nezávislé měření se stará mezinárodně uznávaná zkouška Klingelnberk. Sladění obou měření neustále kontrolujeme pomocí kalibračních etalonových kol dodaných výrobci zařízení. Měřící centrum Klingelnberk máme zrenovováno českou firmou Geartec, která kromě nových pravítek a rotačního snímače doplnila moderní software. Máme tak k dispozici speciality jako topografie zubu, modul neznámého kola atd. Konvenční měření ozubení dále zajišťují protáčecí zařízení, mikroskopy na měření roztečí šneků, protáčecí zařízení na doměřování osových vzdáleností šnekových převodů a mnoho dalšího vybavení. Z ručních měřidel preferujeme osvědčenou značku Mitutoyo. Všechna měřidla jsou pravidelně kalibrována s doložitelností kalibračních listů 10 let nazpět, a to i v případě, že je měřidlo vyřazeno.